
Manuscript accepted on :19-Nov-2018
Published online on: 11-12-2018
Plagiarism Check: Yes
Reviewed by: Ian Marttins
Second Review by: Dinesh Rokaya
Humam M. Al-Somaiday1, M. A. Mohammed Moudhaffer2 and Mahmood Jasim Alsamydai3
1Department of Prosthodontics, College of Dentistry, Al-Mustansiriyah University.
2Department of Prosthodontics, College of Dentistry, University of Baghdad.
3Department of Marketing, Faculty of Economic and Administrative Sciences, Al-Zaytooneh University of Jordan.
Corresponding Author E-mail: dr.alkarkhi@gmail.com
DOI : https://dx.doi.org/10.13005/bpj/1600
Abstract
One of the major problem affecting the denture function is the detachment of the artificial teeth from denture as a result to the higher chewing capacity that will rise the risk of artificial teeth displacement. Displacement of the teeth may precede by changing in the material properties affecting the denture function that is why surface roughness and hardness considered as a predictor for the material behaviors and performance. Replacing a denture may cause a burden to the patients, hence, the material and fabrication coasts of dentures should be considered as one of the major factors affecting the selection of the denture base material, as in some cases a base material with impressive propertied limitedly used because of its expenses.[1] In this study, shear bond strength with acrylic teeth, hardness, surface roughness and the net benefits, associated with alternatives for achieving defined treatment objective, were evaluated by comparing some properties of three different denture base materials with the cost of each one in Iraq. A total of (90) specimens of polycarbonate, injectable acrylic and conventional heat cured acrylic were fabricated according to manufacturer’s instructions and divided into (3) groups, (30) specimens for each testing group i.e. the shear bond strength with acrylic teeth, shore D hardness and surface roughness (10 specimens for each testing material). the total cost of each specimens group was collected and calculated to evaluate the overall cost benefit of each material. Highly significant differences (P≤ 0.01) between all the (3) experimental materials were noticed after analyzing each test's results with descriptive statistical analysis, one-way ANOVA and post-hoc LSD, except for the shore D hardness whereas a non-significant differences(P> 0.05) between heat cured and injectable acrylic was found. The heat cured acrylic has the highest mean value of the shear bond strength with acrylic teeth (516.1 N) followed by the injectable acrylic with (329.9 N) mean value while the lowest mean value was for the Polycarbonate (180.1 N). Furthermore, the injectable acrylic has the highest mean value in shore D hardness (91.96), followed by the heat cured acrylic (91.5), then Polycarbonate (82.94). As for surface roughness, the Polycarbonate has the highest mean value (0.31703) followed by the injectable acrylic (0.2129), then the heat cured acrylic (0.10367). Finally, Polycarbonate has the highest mean value of the specimens’ cost in Iraq (10.022 US dollar /specimens), followed by the injectable acrylic (8.695 US dollar /specimens) then the heat cured acrylic (3.243 US dollar /specimens). All thermoplastic materials included in this study (Injectable acrylic and Polycarbonate) exhibited higher cost with lower properties in comparison with heat cured acrylic material for the selected tests.
Keywords
Coast; Denture base; Polycarbonate; Poly (methyl meth acrylate); Shear strength; Thermoplastic resins
Download this article as:| Copy the following to cite this article: Al-Somaiday H. M, Moudhaffer M. A. M, Alsamydai M. J. Comparing the Shear Bond Strength with Acrylic Teeth, Hardness, Surface Roughness and Cost-Benefit of Three Different Denture Base. Biomed Pharmacol J 2018;11(4). |
| Copy the following to cite this URL: Al-Somaiday H. M, Moudhaffer M. A. M, Alsamydai M. J. Comparing the Shear Bond Strength with Acrylic Teeth, Hardness, Surface Roughness and Cost-Benefit of Three Different Denture Base. Biomed Pharmacol J 2018;11(4). Available from: http://biomedpharmajournal.org/?p=24663 |
Introduction
The recent few years’ have revealed huge developments in the science of biomaterials which is widely participate in the increasing human beings’ life expectation. Polymeric materials are vastly utilized in complete and partial dentures fabrication.1Although, dental implants have received large attention with a high successful rate for the treatment of completely and partially edentulous conditions, dentures stayed the most popular choice for prosthetic treatment (Alla et al., 2015).2
In 1937, Poly methyl methacrylate (PMMA) was discovered by Dr. Walter Wright after he published the results of his clinical evaluation of PMMA which was known earlier as Vermonter.3 Alla et al., in their study in (2013), found that PMMA has the superior and the most satisfactory properties over all other denture base materials.4 It is a pure and colorless polymer of methyl methacrylate (MMA) with a chemical formula of (C5H8O2) n. Hypersensitivity and intolerance to the MMA monomer by patients as well as the medical team and the limitations in its properties, led to the development of several new materials such as (polycarbonate (PC), Polyamide (PA) and other) and inventing new processing techniques to overcome PMMA shortages.5,6
Many thermoplastic resins are used in dentistry, such as acetyl resins, PC resins (belonging to the group of polyester resins), polyamides (nylons) and acrylic resins.7 The utilization of these resins have greatly increased in the recent decade. The technique used is based on plasticizing the material and only thermal processing is used without any chemical reaction.8 Successful changes of the chemical composition and the ability to injected molding the present thermoplastic materials make them suitable materials for the fabrication of removable partial dentures which eliminate the metallic parts totally or partially, that lead to the formation of what so-called “metal-free removable partial dentures”.9
Polycarbonate (PC) was introduced to the market in 1953 by Bayer in Germany and General Electric in the US, under trade name (LEXAN), independently. After that, many companies in America, Japan and in Europe started the production of it.10 The molecule of PC is consisted of a bisphenol A (BPA) and a carbonate group. The BPA have two aromatic rings; these aromatic rings give PC stiff backbone. PC contains, in its back bone which contains large aromatic content of phenyl groups (benzene ring), also has moderately large pendent oxygen and hydrogen groups. These groups allow the tangle with the nearby polymer chains, and the formation of hydrogen bond. All these factors will lead to improve the resistance to intermolecular movements.
Materials and Methods
Shear Bond Strength
It is believed, from clinical point of view, that testing the shear bond strength is to be more acceptable than the tensile test because the stress is uniformly distributed during shear testing. Unfortunately, it is technique sensitive.11
Hamanaka et al. in (2013)12 studied the shear bond strength between PMMA and different thermoplastic materials and found that polyamide difficult to bond to PMMA while PC is easier to bond with PMMA. While Khalaf et al. in (2011)13 studied the bonding strength between the acrylic teeth and PMMA and other thermoplastic denture base materials and reported that wetting the ridge laps of the teeth can increase the bond strength of acrylic teeth and the conventional heat cured resin while the other thermoplastic denture base materials need some mechanical means to improve the bond strength.
Hardness
It is related to many properties such as ductility, plasticity, strength, toughness, strain, viscosity, stiffness and viscoelasticity.14
Han in (2009)15 studied the effect of the molecular structure of polymer on the surface resistance to indentation and he found that polymers with large aromatic backbone such as PC will be easier to be penetrated by indenter. Also Bahrani et al. in (2012)16 compared two types of PMMA (heat and cold cured) that processed by different techniques and reported a non-significant change in the hardness of the two materials.
Surface Roughness
It considered as a predictor for the material behaviors and performance, as surface irregularities will act as a nucleation sites for cracks or corrosion, but they will allow and improve adhesion.17
According to Jagger et al. in (2002),18 surface roughness of the dentures considered as an important clinical factor that affect the denture cleaning and enhance staining and plaque accumulation. Surface irregularities of the denture hander denture cleaning, reduce the efficiency of the cleaning agent, and act as a site for plaque and microorganism retention.
Cost–Benefit Analysis (CBA)
The cost is “An amount that needed to be paid or given up in order to get something”. It is a financial estimation of many variables including material, resources, effort, utilities and time expanded, hazard, and chance of forgone in fabrication and delivery of a good or service. Not all costs are expenses. but all expenses are costs. Cost considered as one of the major factor affecting the selection of a material, as in some cases material with impressive properties is limitedly used because of its high expense.1 Increase the expenses of the treatment will affect the selection of the treatment plan and in turn the overall treatment results.
The cost analysis is analytical and systematic procedure by comparing the costs and benefits in assessing the desirability of a material or program that is of a social nature.19 The theory of cost-benefit analysis is conducive to the understanding by providing an official illustration of the subject and investigating the theoretical basis of some techniques that became the agreed tools of making decision around the world. It is aimed to give a consistent process for decisions evaluation in regarding to their outcome.20
This study investigated some mechanical properties of polycarbonate (A) (Extra Rigid M10 polymer. Deflex, Argentina), injectable acrylic (B) (ACRILITO Injectable acrylic. Deflex, Argentina) and conventional heat cured acrylic (C) (MR.Dental, MEADWAY, England) and measuring the cost/ benefit of these materials. A total of ninety specimens were fabricated according to manufacturer’s instructions. Thirteen cylinder shaped specimens, into which acrylic teeth were attached, were fabricated to test the shear bond strength. They were divided into (3) groups each contains (10) specimens according to the material used. Another sixty bar shaped specimens were fabricated and divided into (2) groups according to the conducted tests i.e. surface roughness, and shore D hardness, each containing (30) specimens according to the material used (where n=10). The dimensions of the those for shear bond strength were (12 mm diameter x35 mm length)21 while those for the surface roughness and shore D hardness tests were (65 x 10 x 2.5 ± 0.1 mm).22
The laser-cutting machine was used to prepare the custom-made acrylic pattern and bar pattern (Glass-look acrylic, Clairvaux les Lacsrance, France) after being designed by (Auto CAD 2015) computer software.
For shear bond strength a custom made acrylic pattern and copper tube was designed to fabricate the specimens molds as following:
Acrylic Pattern
Two custom made acrylic cylinders were made with dimension of (71 mm diameter and 6 mm thickness) with a hole in the center (24.5 mm diameter) for the insertion of custom made copper tube. A slot was cut through the cylinder at one side with dimension (6 x 11 x 6mm width, length and thickness respectively), to accommodate a custom made (7) shaped bar with 450 angle end. These cylinders were used as a holder for copper tube mold and (7) shaped bar.
A custom made seven (7) shaped bar of (9.75 x 62.25 x 5.75 mm width, length and thickness in respectively) dimension regarding its long arm with 450angled end for short arm with dimension of 9.75mm width x 25.87mm length for superior part and 5.75mm width x 15.7mm length for inferior part, used for accurate positioning of acrylic teeth23 The custom made acrylic cylinders and seven (7) shaped bar are depicted in (Figure 1).
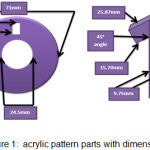 |
Figure 1: acrylic pattern parts with dimension
|
Copper Tube
A turning machine used to prepare a custom made copper tubes molds which is used for prepare test specimen’s wax pattern, with (24.5mm diameter) outer dimension, (14 mm diameter) inner hole dimension and (35 mm) length.
Left maxillary central incisor acrylic teeth (BETASTAR teeth, BETA DENT), were used in preparation of test specimens, with no modification on the tooth surface and without addition of any mechanical means.23 Mold parts of shear bond with acrylic teeth test are shown in (Figure 2).
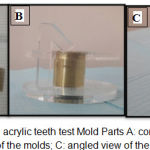 |
Figure 2: Shear bond with acrylic teeth test Mold Parts A: complete molds parts; B: side view of the molds; C: angled view of the molds.
|
The traditional complete dentures processing technique was followed during the mold preparation. The acrylic patterns and wax pattern (for shear bond test except the acrylic teeth) were first coated with separating medium (Isodent Gypsum separating solution) and left to be dry. Dental stone (Kimberlit Extra Hard High Density Die Stone) mixed according to the manufacturer’s instructions and filled the lower part of the metal flask. Approximately one-half of the acrylic patterns were invested in dental stone in order to make a mark representing half of acrylic patterns depth after been measured by vernier. After dental stone completely set, a second layer of the separating medium was applied and left to dry. The upper part of the flask was properly positioned and filled with stone. The same procedure was used in fabricating thermoplastic specimens (polycarbonate and injectable acrylic) with an additional step where wax tubes was attached to the acrylic pattern to allow the injection of the material. Wax elimination process done to remove the wax pattern by immersed the flask into hot water bath of 100o C for 10 min. Packing and curing of the heat cured specimens was performed according to ADA 199922 (Figure 3).
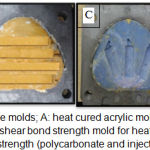 |
Figure 3: Fabrication of the molds; A: heat cured acrylic molds; B: polycarbonate and injectable acrylic molds; C: shear bond strength mold for heat cured acrylic; D: molds for shear bond strength (polycarbonate and injectable acrylic).
|
The injection of the thermoplastic resins was done according to manufacturer’s instruction under (5-7 Bar) for (15 min) (for Polycarbonate, the injection temperature is (305oC ± 10oC) while the injectable acrylic temperature is (265oC ± 10oC)) . Finally, each test specimens group was gathered and placed in plastic containers, filled with distilled water were placed in incubator for 48 hours at 37oC ).22
Shear bond strength test was conducted according to Japanese Standard for acrylic teeth by using a universal instron testing machine, the specimen was positioned in custom made copper tube and inserted inside custom made aluminum holder for teeth bonding and screws passed through the holder and copper tube till it came in contact with specimen to insure the specimen was fixed in position during the test , with 50 Kg (full scale), and the load was directed by wedge shaped end metal stud to the incisal one third of the tooth in order to have the best simulation of the clinical forces on the maxillary central incisor at a crosshead speed of 0.6mm min and a load cell range of 1000 N until fracture occurred, as seen in (Figure 4).
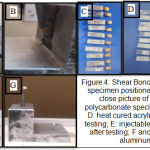 |
Figure 4: Shear Bond Strength testing; A: specimen positioned in the clamp; B: close picture of the testing; C: polycarbonate specimens after testing; D: heat cured acrylic specimens after testing; E: injectable acrylic specimens after testing; F and G: custom made aluminum holder. |
For Hardness test, Shore D durometer was used (according to ASTM D2240-03 standard).24 For each specimen, five points were marked with 6 mm distance apart from each other. The hardness value was calculated as the average of these 5 reading. Shore D durometer was placed vertically over flat sample supported by rigid, flat base, the readings were taken after 3 second of stable contact over the specimen when the indenter was pressed down firmly and quickly on to record the maximum reading. The reading was taken directly from the reading scale, as seen in (Figure 5).
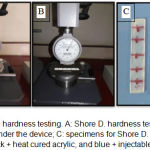 |
Figure 5: Shore D. hardness testing. A: Shore D. hardness testing device; B: the specimen placed under the device; C: specimens for Shore D. hardness test (red + polycarbonate, black + heat cured acrylic, and blue + injectable acrylic specimens).
|
For surface roughness measurement, a portable digital roughness tester (Profilometer) with 0.001 μm accuracy was used. The stylus just contacts the surface of the specimen in three different points across the specimen to have 3 readings from each specimen, the specimen was placed on stable and rigid surface and allowed the stylus to touches the first point, then it should move across the specimen surface for 11 mm, the reading appears in a spontaneous manner on the digital scale. Later on, mean value of the three readings was reported as roughness value, as seen in (Figure 6).
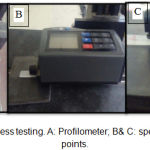 |
Figure 6: Surface roughness testing. A: Profilometer; B& C: specimen testing at different points.
|
Results
Shear bond with acrylic teeth, shore D hardness, surface roughness and cost of specimens:
Descriptive statistics, One-way ANOVA and the LSD analysis were presented in tables 1-4.
Regarding the shear bond strength test results, there was a highly significant difference (p<0.01) between all the experimental groups. The heat cured acrylic (A) showed the highest mean value (516.1) followed by the injectable acrylic (B) with (329.9) while the lowest mean value was for the polycarbonate (C) with only (180.1) (Table 1).
Table 1: Descriptive statistics, One-way ANOVA and LSD of shear bond strength test.
| LSD |
P- value |
ANOVA F- test |
C
(injectable acrylic) |
B
( Poly-carbonate) |
A
(heat cured acrylic) |
||||
| Sig. | P. value | Compared groups | |||||||
| HS | 0.000 | B |
A |
0.000
HS |
1105.74 | 10 | 10 | 10 | N |
| HS | 0.000 | C | 329.9 | 180.1 | 516.1 | Mean | |||
| HS | 0.000 | C | B | 20.95 | 13.64 | 11.976 | SD | ||
| 314.9 | 170.34 | 507.53 | Min. | ||||||
| 344.8 | 189.85 | 424.66 | Max. | ||||||
As for the Shore D hardness test results, there was a highly significant difference (p<0.01) between (B) and (A, C) groups, while no significant difference (p˃0.05) between (A and B) groups was found. The injectable acrylic group (B) showed the highest mean value (91.96) followed by the heat cured acrylic (A) with (91.5) while the lowest mean value was for the polycarbonate (C) with only (82.94) (Table 2).
Table 2: Descriptive statistics, One-way ANOVA and LSD of shore D hardness test
| LSD |
P- value |
ANOVA F- test |
C
(injectable acrylic) |
B
( Poly-carbonate) |
A
(heat cured acrylic) |
||||
| Sig. | P. value | Compared groups | |||||||
| HS | 0.000 | B |
A |
0.000
HS |
75.536 | 10 | 10 | 10 | N |
| NS | 0.582 | C | 91.96 | 82.94 | 91.5 | Mean | |||
| HS | 0.000 | C | B | 1.472 | 2.168 | 1.838 | SD | ||
| 90.2 | 80.6 | 87.6 | Min. | ||||||
| 94.6 | 87.8 | 94.2 | Max. | ||||||
On the other hand, a highly significant difference (p<0.01) was also noticed between all the experimental groups of the surface roughness test. The experimental group (B) showed highest mean value (0.317) followed by group (C) with (0.212) while the lowest mean value was for group (A) (0.103) (Table 3).
Table 3: Descriptive statistics, One-way ANOVA and LSD of surface roughness test.
| LSD |
P- value |
ANOVA F- test |
C
(injectable acrylic) |
B
( Poly-carbonate) |
A
(heat cured acrylic) |
||||
| Sig. | P. value | Compared groups | |||||||
| HS | 0.000 | B |
A |
0.000
HS |
10062.53 | 10 | 10 | 10 | N |
| HS | 0.000 | C | 0.212 | 0.317 | 0.103 | Mean | |||
| HS | 0.000 | C | B | 0.001 | 0.005 | 0.001 | SD | ||
| 0.210 | 0.311 | 0.101 | Min. | ||||||
| 0.216 | 0.327 | 0.106 | Max. | ||||||
Finally, the results of the specimens’ cost also indicate a highly significant difference (p<0.01) between all the experimental groups. The experimental group (B) showed the highest mean value (10.022) followed by group (C) with (8.695) while the lowest mean value was for group (A) with (3.243) (Table 4).
Table 4: Descriptive statistics, One-way ANOVA and LSD of coast in USD /sample.
| LSD |
P- value |
ANOVA F- test |
C
(injectable acrylic) |
B
( Poly-carbonate) |
A
(heat cured acrylic) |
||||
| Sig. | P. value | Compared groups | |||||||
| HS | 0.000 | B |
A |
0.000
HS |
2898.158 | 10 | 10 | 10 | N |
| HS | 0.000 | C | 8.695 | 10.022 | 3.243 | Mean | |||
| HS | 0.000 | C | B | 0.193 | 0.267 | 0.157 | SD | ||
| 8.30 | 9.50 | 3.00 | Min. | ||||||
| 8.91 | 10.50 | 3.50 | Max. | ||||||
Discussion
Shear bond strength with acrylic teeth test
The experimental group (heat cured acrylic) showed the highest mean value followed by the (injectable acrylic), while the lowest mean value was for the (polycarbonate). This result may be contributed to the chemical bond formation between the heat cured acrylic and PMMA (acrylic teeth) as a result to the presence of free monomers and polymerization stage at which the acrylic teeth were placed as explained by Khalaf et al in (2011)13
While for injectable acrylic the presence of trace residual monomer after injection of melted acrylic that will contact the acrylic teeth at a high temperature above PMMA glass transition temperature, will lead to melting of acrylic teeth at contact side and formation of Vander Vaal bond with the acrylic tooth. The injectable acrylic is fully polymerized, the presence of trace residual monomer, and formation of Vander Vaal bond which is weaker bond, will reduce the strength of the bond with acrylic teeth, which explain the lower bonding strength than of that of heat cured acrylic.25,26
Whereas for polycarbonate, there will be some partial blending with PMMA (acrylic teeth), this could be due to that the melted polycarbonate will contact the acrylic teeth at a high temperature above PMMA glass transition temperature will lead to melting of acrylic teeth at contact side and allow to the blending between the polycarbonate and PMMA. This is not strong enough same as with PMMA but able to hold the tooth in position.27 Another highly accepted opinion is the formation of physical bond between polycarbonate and PMMA as result of high surface roughness of polycarbonate.28
Shore D hardness test
Regarding the Shore D hardness test result, the (injectable acrylic) group showed highest mean value of hardness followed by the (heat cured acrylic), while the lowest mean value of hardness was for the (polycarbonate).
Heat cured acrylic and injectable acrylic both are PMMA in their chemical structure and the change found in the processing technique have no significate effect on their hardness.16 A highly significant difference between polycarbonate and PMMA (heat cured acrylic and injectable acrylic) was noticed which could be due to the differences in their molecular structure which affect the molecular interaction force, Frank energy and friction force related to the depth of indentation which affect polymer hardness. When polymer is subjected to indentation by durometer tip, the area under the indenter will compress by the force on the surface of the polymer that cause polymer chains to be displaced and packed within the elastic and plastic limit of the polymer. The polymer resistance to indentation, explained by strain gradient formulation of elasto-plastic material, suggested that polycarbonate’s aromatic rings show increase the surface hardness at initial indentation depth up to 20 um after that the harness decreased with increase the indentation depth as it has higher range of plastic deformity, while PMMA did not have any aromatic ring in their structure which may explain increase in hardness at smaller indentation depth related to it complex structure.15 Another possible explanation that chemical structure and polymer molecules arrangement differences have an effect on the bending stiffness of the polymer chain and overall effect on the frank elasticity of polymer.29 Polycarbonate chain has higher bending stiffness and more elasticity as a result of it molecular structure and chain network arrangement which make polycarbonate less resistance to indentation, while PMMA chain has lower bending stiffness and more rigidity as a result of it molecular structure and chain network arrangement.30,31 This also supported by the standard result of durometer scale of material hardness.24
Surface Roughness Test
There were highly significant differences between all 3 experimental groups with the highest mean value for experimental group (polycarbonate) followed by the (injectable acrylic), while the lowest mean value was for the (heat cured acrylic). This may be due to that all the injected molded polymers (polycarbonate and injectable acrylic) will have higher surface roughness than heat cured acrylic before polishing.32 this increase in surface roughness may be contributed to the injection process. Melted material during the injection will roll into the smaller tube (sprue) until it reaches the mold cavities and during this fountain flow movement a small polymer nucleus site will form that will affect the surface quality of material which cause increase in the surface roughness of injected molded polymers. The surface roughness of the injected molded polymers (polycarbonate and injectable acrylic) could be affected by many factors include mold cavities, injection speed and pressure, melting temperature and melting flow rate of the polymer.33
In this study the mold cavities (same for all specimens), injection speed and pressure were fixed by manufactural instruction for both polycarbonate and injectable acrylic. The melting temperature and melting flow rate of the polymer are different as melting temperature (305o C for polycarbonate and 265o C for injectable acrylic according to manufactural instruction), and melting flow rate of the polymer (polycarbonate slower than that for injectable acrylic) as regarding the index of the fluidity of the plastic resin. The increase in melting temperature for polycarbonate to overcome it unique resistance to the change in temperature as it retains its mechanical properties at higher temperature up to 220o C not as PMMA so melting flow rate of the polymer will have more effect than the melting temperature, which supported the results of this study.10
Cost-Benefit Test
There were highly significant differences between all 3 experimental groups with the highest mean value was for experimental group (polycarbonate) followed by the (injectable acrylic), while the lowest mean value was for the (heat cured acrylic). The results show that heat cured acrylic with lowest cost in compare with polycarbonate and injectable acrylic which is related to low cost of material with no need for expensive equipment’s with better properties for the selected tests.
As for the injectable material which has higher cost due to more expensive equipment’s and techniques as well as higher material’s price with lower properties for the selected tests.
Conclusions
The following conclusions were reached after taking into consideration the limitations of this study
all injectable materials included in this study exhibit lower shear bond with acrylic teeth, and higher surface roughness in compared with heat cured acrylic.
as for hardness there was no effect of different processing techniques of PMMA (heat cured and injectable acrylic) and have higher hardness in compared with Polycarbonate.
All thermoplastic materials included in this study exhibited higher cost with lower properties for the selected tests.
Acknowledgements
This work was based to thesis submitted to the council of college of dentistry / Baghdad University as a partial fulfillment for the requirement for the degree of Master of Science in prosthodontics, 2018.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Funding Source
There is no funding source.
References
- Alsamydai M. J. Modern marketing strategy, Dar Alhamid for Publishing and distribution, Amman: Jordan. 2018
- Alla R. K., Swamy K. N., Vyas R. R and Konakanchi A. Conventional and contemporary polymers for the fabrication of denture prosthesis: part I – overview, composition and properties. IJADS. 2015;1(4):82-89.
- PEYTON F. A. History of resins in dentistry. Clin. North. Am. 1975;19(2):211-222.
- Alla R. K., Saijan S., Alluri V. R., Ginjupalli K and Upadhya N. Influence of fiber reinforcement on the properties of denture base Resins. Biomater. Nano. Biotech. 2013;4(1):91-97.
CrossRef - J’Obrien W. Dental materials and their selection. 3rd Michigan,US:Quintessence Publishing Co. Inc. 2013;74-89.
- Meng T. R Jr and Latta M. A. Physical properties of four acrylic denture base resins. Contemp. Dent. Pract. 2005;6(4):93-100.
- Negrutiu M., Sinescu C., Romanu M., Pop D And Lakatos S. Thermoplastic resins for flexible framework removable partial dentures. TMJ. 2005;55(3):295-299.
- Ardelean L., Bortun C., Podariu A and Rusu L. Thermoplastic composite material. InTech, 2012.
- Bortun C, Lakatos S, Sandu L, Negrutiu M and Ardelean L, Metal-free removable partial dentures made of thermoplastic materials. TMJ. 2006;56(1):80-88.
- Bozzano G., Dente M and Del Rosso R. Poly(bisphenol a carbonate) recycling: high pressure hydrolysis can be a convenient way, Material Recycling – Trends and Perspectives, Dr. Dimitris Achilias (Ed.), ISBN: 978-953-51-0327-1. In Tech. 2012.
- Sulaiman S. A. Bonding strength between acrylic teeth and different types of acrylic denture base materials. M.Sc. Thesis, University of Baghdad. 2012.
- Hamanaka I., Shimizu H and Takahashi Y. Shear bond strength of an autopolymerizing repair resin to injection-molded thermoplastic denture base resins. Odontol. Scand. 2013;71:1250–1254.
CrossRef - Khalaf B. S., Abdulsahib A. J and Abass S. M. Bond strength of acrylic teeth to heat cure acrylic resin and thermoplastic denture base materials. JKU. 2011;9(4):35-44.
- Wredenberg F and Larsson P. L. Scratch testing of metals and polymers: Experiments and numeric. Wear. 2009;266(1–2):76-83.
CrossRef - Han C. S. Influence of the molecular structure on indentation size effect in polymers. Mater. Sci. and Eng. A. 2010;527(3):619–624.
CrossRef - Bahrani F., Safari A., Vojdani M and Karampoor G. Comparision of hardness and surface roughness of two denture bases polymerized by different methods. World J. Dent. 2012;3(2):171-175.
CrossRef - Hanaor D., Gan Y and Einav I. Static friction at fractal interfaces. Tribol. Int. 2016;93:229-238.
CrossRef - Jagger R. G., Al-Athel M. S., Jagger D. C and Vowles R. W. Some variables influencing the bond strength between PMMA and a silicon denture lining material. J. Prosthodont. 2002;15(1):55-58.
- Quah E and Mishan E. j. Coast- Benefit Analysis. 5th, Routledg: London. 2007.
- Dreze j and Stem N. Theory of coast-benefit analysis. Handbook of public economics. Elsevier. 1987;2:909-989.
- Al-Somaiday H. M., Ali M. M and Fatihallah A. A. Comparing impact strength and transverse flexure strength of three different denture base materials. & Pharmacol. J. 2018;11(1):255-263.
CrossRef - American Dental Association Specification No. 12 for denture base polymer guide to dental materials and devices, 7th edition, Chicago: Illiniois. 1999.
- Japan Science and Technology Agency Specification 6506: Acrylic resin teeth.Tokyo, Japan: JIST. 1989.
- ASTM standard Specification D2240-3. Test for Rubber Property-Durometer hardness. Barr Harbor, Unite State of America. 2003.
- Nicholson J. W. The chemistry of polymer. 4th Cambridge, UK: RSC publishing. 2012.
- Mark J. E. Physical properties of polymer. Handbook 2nd New York, USA: springer science +business media LLC. 2007.
- SAKO T., ITO A and YAMAGUCHI M. Surface segregation during injection molding of polycarbonate/ poly(methyl methacrylate) blend. Polym. Res. 2017;24(89):86-90.
- Dixt M., Mathur V., Gupta S., Baboo M., Sharma K and Saxena N. S. Morphology, miscibility and mechanical properties of PMMA/ PC blend. Multinational journal. 2010;82(12):866-878.
- Tjernlund J. A., Gamstedt E. K and Xu Z. H. Influence of molecular weight on strain-gradient yielding in polystyrene. Eng. Sci. 2004;44(10):1987-1997.
CrossRef - Briscoe B. J., Fiori L and Pelillo E. Nano-indentation of polymeric surfaces. Phys. D: Appl. Phys. 1998;31(19):2395–2405.
CrossRef - Sperling L. H. Introduction to Physical Polymer Science. New York: US, John Wiley & Sons. 1993.
- Zhong Z. W., Wang Z. F., Zirajutheen B. M. P. Tan Y. S and Tan Y. H. Polishing of poly(methyl methacrylate), polycarbonate, and SU-8 polymers. Sci-Poland. 2007;25(1):103-112.
- Stanek M., Manas D., Manas M and Senkerik V. How surface roughness influence the polymer flow. recent advances in mechanical engineering and mechanics. 2014;134-138.

